


kscarbel2
-
Posts
19,145 -
Joined
-
Days Won
115
Content Type
Profiles
Forums
Gallery
Events
Blogs
BMT Wiki
Collections
Store
Everything posted by kscarbel2
-
Superliner Hood Welting/Seal
kscarbel2 replied to thomastractorsvc's topic in Exterior, Cab, Accessories and Detailing
Okay, that's a valid model (RWL766LST) and Mack Western-type 5-digit serial number (39600)............a Hayward production Super-Liner 6x4 tractor with an NTC400 and an aluminum frame. There no reason for your Mack dealer to throw you the 2RU139F.............backtrack...........and then offer you the 12AX136F. That's simply not the way Mack parts is (err...was) done. Under the parts look-up system of the former Mack Trucks, the model and serial number would tell you exactly what THAT truck was built with. There was no guessing involved. And if the dealer level parts research data was incomplete, the dealer would call the specifications department of Mack Parts Operations and probably speak with Bill Tober, our parts expert knower-of-all on Hayward production vehicles. Now that all said, you're dealing with the Volvo spare parts distribution system now, so you're lucky to be able to get anything for a truck that age owing to Volvo's thought process on trucks older than 10 years. Either Volvo is supplying the wrong part under what I suspect is the right number (2RU139F), the parts man is younger and lacks experience, or the parts man resents researching older trucks. -
Superliner Hood Welting/Seal
kscarbel2 replied to thomastractorsvc's topic in Exterior, Cab, Accessories and Detailing
What is your model and serial number, as shown on the vehicle identification plate attached to the driver's door? -
North Carolina troopers ordered to catch truckers napping
kscarbel2 replied to kscarbel2's topic in Trucking News
Our government (ie. our employees) is supposed to serve the best interests of the people (a government of the people, by the people, for the people supposedly being our central theme). North Carolina is making a "knee-jerk" decision here, and losing a lot of face in the process. No rocket science here, there is a right way to go about this. Before parking on interstate highway exit ramps and on-ramps, rest areas and at weigh stations (after hours) for the purpose of rest is to be prohibited by North Carolina (IF indeed this change is the overwhelming desire of the people.....was there a referendum?), then firstly........alternative means need to be created that will replace the current means that are to be banned. Alternative means being a convenient roadside facilty free-of-charge where drivers can legally rest (ie. sleep)..........I believe most states call them rest areas. Clearly North Carolina must eradicate the term "rest area" within its boundaries (as the state's new draconian law bans resting there), and create a more applicable name. -
-
-
Scania Press Release / June 11, 2015 The Ecolution by Scania service package guarantees customers fuel savings of 10 percent. By focusing on coaching, Scania Denmark has found that it can deliver fuel savings of 16 percent. Ecolution by Scania is a comprehensive service package that improves customers’ fuel economy and ultimately their bottom line. The package contains various provisions for helping to reduce fuel consumption. These include optimising a regular Scania truck according to the specific needs of each customer in terms of cargo weight, driving conditions and drivers’ potential; an extended maintenance programme that for example involves regular axle alignment and tyre pressure monitoring; and driver training. Driver training the biggest factor Erling Petersen, Driver Trainer Manager, Scania Denmark, says the critical component is coaching. “Driver training is definitely the biggest factor [in reducing fuel consumption],” he says. “If an Ecolution customer achieves fuel savings of 15 percent, 2 or 3 per cent [of that] is from truck optimisation and another 2 percent from the maintenance programme. But 10 percent comes from coaching.” Scania Denmark currently has 275 Ecolution trucks on its books, 80 of which were sold in 2014, with some 450 drivers a month receiving training from a small but experienced team of driver coaches. “The customer must respect the coach, which they won’t if the coach isn’t an experienced driver himself,” Petersen says. “An experienced driver trainer can explain what to do in the different situations that drivers face and the customer will listen to them.” Reducing fuel consumption and tyre wear Ecolution by Scania helps Michael Bærensen, owner of MB Transport, save about DKK 3,000 each month. Michael Bærensen is a case in point. As the owner of MB Transport, a trucking company based near Copenhagen, he ferries concrete between construction sites on Zealand and Jutland once, if not twice, a day in his Scania R 560 covering as much as 1,200 to 1,400 kilometres every 24 hours. When Bærensen bought his truck two years ago he also signed up for Ecolution by Scania. “Before, I drove a Scania R 500,” he says. “With that truck I drove 33.3 litres per 100 kilometres, now I drive 28.5 litres per 100 kilometres per litre. I have saved about DKK 3,000 each month through reduced diesel consumption and less tyre wear.” Bærensen says the driver training component of Ecolution has made a big difference. “I took the Ecolution training course and quickly learnt how to best drive the truck,” he says. “My employee hasn’t taken the course, but I’ve instructed him how to drive efficiently. I get a report each week and one each month, where I can see all data. It’s important to read the reports to see where we can improve.” Ensure longer vehicle uptime Petersen adds that after a couple of years many customers report that their Ecolution trucks are performing much better than their non-Ecolution trucks. While this means that customers may buy new trucks less regularly, it also means it is easier for them to resell their used trucks, which are in much better condition than they would have been without Ecolution. “Our customers are very pleased with their trucks,” Petersen says. This is confirmed by figures showing 75 percent of the Ecolution trucks bought in Denmark are purchased by existing Ecolution customers. “Ecolution is a good concept for our customers,” Petersen says. “They save a lot in fuel costs, reduce their maintenance costs and ensure longer uptime for their vehicles – and it is better for the environment.” .


-
Transport Engineer / June 12, 2015 Ryder is upgrading its rental fleet with 400 new Euro 6 big cab 6x2 tractor units and 350 new trailers, making its one of the most modern rental fleets in the UK. The new tractors are a mix of DAF, Mercedes-Benz, MAN and Iveco units, all fitted with telematics as standard. As for the trailers, they include 200 curtainsiders, 100 fridge trailers and 50 box trailers. "This latest investment in new assets will endow Ryder with one of the largest and most comprehensive Euro 6 fleets in the country enabling our rental customers to have access to the benefits of this new technology," states David Hunt, vice president and managing director Ryder Europe. "Our significant investment in new trailers will ensure that Ryder maintains its leadership position intrailer rental with an extensive range of options for customers. "We also continue to invest in our personnel and workshops across our national network of 28 locations with all of our workshops equipped, and our staff trained, to support the specialised maintenance requirements of Euro 6 specification vehicles." This year's investment in new assets follows the company's multi million pound purchase of nearly 1,000 Euro 5 derogated vehicles in 2014. Ryder maintains one of the largest and youngest HGV rental fleets in the UK with this year's investment in new vehicles ensuring that the average age of rental trucks remains at 24 months. .

-
Scania Press Release / June 11, 2015 The market for fire and rescue vehicles is continually moving towards increasingly advanced solutions. This week, the industry is gathered in Germany for the Interschutz fair. “Interschutz is the largest fire vehicle exhibition in the world, it's the place to be,” says Key Account Manager Mats Brodin to Scania Studio. Related reading - http://www.scania.com/products-services/trucks/special-purpose-trucks/fire-rescue/
-
The Associated Press / June 11, 2015 Georgia will spend $10 million to add officers to the state law-enforcement division focused on watching and inspecting commercial trucks, Governor Nathan Deal announced Thursday along a stretch of interstate where tractor-trailers recently caused a pair of crashes that killed 10 people. Within the next year, the state Department of Public Safety will hire 60 officers to its commercial-truck enforcement division. They will be spread among regions of the state where crashes involving big trucks are most common, such as the Interstate 16 corridor leading to the Port of Savannah. The Georgia State Patrol says two recent crashes on I-16 west of Savannah were caused by tractor-trailers that slammed into stop-and-go traffic. The first chain-reaction collision April 22 killed five nursing students from Georgia Southern University. The second crash May 19 killed five more people at the junction where I-16 meets busy Interstate 95. "These tragedies brought to the forefront our need to strengthen our safety measures as we prepare for a significant increase in commercial truck traffic in the years to come," Deal told reporters at a news conference along I-16 near the site of the first crash in Bryan County. Georgia officials say commercial trucks were involved in 16,518 wrecks statewide last year and 157 people died. Lt. Col. Russell D. Powell, deputy commissioner of the Department of Public Safety, said wrecks involving big trucks are up about 4 percent since 2012 and officials worry they will keep increasing as an improving economy and lower gas prices put more cars and big trucks alike on Georgia roads. The new officers will join 234 commercial-truck enforcement officers already on the job in Georgia. They work much like troopers employed by the State Patrol, but focus on tractor-trailers and other big trucks. Powell said their duties include pulling over drivers for speeding and other traffic violations as well as inspecting trucks both on roadsides and at designated weigh stations. More than half the 60 new officers will be stationed along the I-16 and I-95 corridors in southeast Georgia, Deal said. Another 20 will be deployed in metro Atlanta. The rest will be used along Interstate 85 south of Atlanta. Jimmy DeLoach, a former Garden City mayor and Chatham County commissioner, approached Deal about beefing up highway enforcement after his granddaughter, 21-year-old Abbie DeLoach, was among the nursing students killed on I-16 in April. "Sure it will help, because of the speed," DeLoach said, adding that he saw several tractor-trailers going too fast on his way to the governor's news conference. "One of those big trucks passed me like I was stopped." Edward Crowell, president of the Georgia Motor Trucking Association, said his group for years has advocated more officers focused on commercial trucks. "It's going to be good and make life safer for everyone," Crowell said.
-
Join us at the 2015 Engine Expo at the Messe Stuttgart to learn more about how we view the industry’s major challenges including regulatory requirements, total cost of ownership, and even market differentiation. During the Technology Forum, Hilko Schmitt, Business Development Manager Europe, will present "The Next-Generation Engine Brake: HPD". Join Hilko on June 16th at 11:20 as he discusses the logical next step in engine brake technology: High Power Density, or HPD. Jacobs’ answer to today’s and tomorrow’s demands on engine braking will be shown later this year, during OEM and customer demonstration venues. At the Engine Expo, he will show how Jacobs came to the development of the HPD system, how it works, and what it delivers. If you cannot attend the Technology Forum and are interesting in an informative, collaborative afternoon with our engineers, complete the Technology Roadshow contact form, and we will be in touch to arrange the next steps. Download the technology brief - http://www.jvstechroadshow.com/files/JVS_TechBrief_High_Power_Density.pdf
-
Calgary Herald / June 7, 2015 The 400-tonne heavy haulers that rumble along the roads of northern Alberta’s oilsands sites are referred to in Fort McMurray as “the biggest trucks in the world,” employing thousands of operators to drive the massive rigs through the mine pits. Increasingly, however, the giant trucks are capable of getting around without a driver. Indeed, self-driving trucks are already in use at many operations in the province, although they are still operated by drivers while the companies test whether the systems can work in northern Alberta’s variable climate. That is about to change. Suncor Energy Inc., Canada’s largest oil company, confirmed this week it has entered into a five-year agreement with Komatsu Ltd., the Japanese manufacturer of earthmoving and construction machines, to purchase new heavy haulers for its mining operations north of Fort McMurray. All the new trucks will be “autonomous-ready,” meaning they are capable of operating without a driver, Suncor spokesperson Sneh Seetal said. The move to driverless trucks comes as Suncor and its competitors in the oilsands look for opportunities to cut costs and boost productivity, an effort that has intensified amid the year-long plunge in oil prices. The steep fall in prices has already forced the sector as a whole to lay off thousands, with Suncor itself letting go 1,000 people this year. Driverless trucks aren’t new to the resource industry. Mining giants Rio Tinto Group and BHP Billiton Ltd. use them at many of their operations and oilsands producers see driverless trucks as an obvious way to boost productivity. For Suncor’s roughly 1,000 heavy-haul truck operators, however, the prospect of driverless trucks has raised more immediate fears of significant job losses. “It’s very concerning to us as to what the future may hold,” said Ken Smith, president of Unifor Local 707A, which represents 3,300 Suncor employees. Smith said Suncor has signed agreements to purchase 175 driverless trucks. Suncor has been testing “autonomous haulage systems” in its oilsands mining operations since 2013 to determine whether the GPS-assisted trucks can work year-round in the oilpatch, Seetal said, adding the company doesn’t expect to make a decision until 2017 on whether to fully bring in the system, with implementation spread out over several years. “It’s not fantasy,” Suncor’s chief financial officer Alister Cowan told investors at an RBC Capital Markets conference in New York last week. He said the company is working to replace its fleet of heavy haulers with automated trucks “by the end of the decade.” “That will take 800 people off our site,” Cowan said of the trucks. “At an average (salary) of $200,000 per person, you can see the savings we’re going to get from an operations perspective.” A wider push to automate various functions in the energy industry is already underway. For example, Canada’s largest drillers, Precision Drilling Corp. and Ensign Energy Services Ltd., use high-tech drilling rigs capable of moving autonomously between oil wells throughout North America. Nor is the use of autonomous trucks likely not confined to Suncor, although companies are reluctant to confirm plans. Imperial Oil Ltd. spokesperson Pius Rolheiser would not say whether his company was testing the trucks at the company’s Kearl oilsands mine — which is weeks away from doubling its production capacity to 220,000 barrels per day. “While Imperial doesn’t discuss specific plans, we do as a matter of practice look at all new and emerging technologies and their potential to enhance safety and effectiveness of our operations,” he said. Similarly, at oilsands miner Shell Canada Ltd. “automated hauling opportunities is something we are exploring, but we have no specific timeline for it,” spokesperson Cameron Yost said in an email. Unifor’s Smith said he expected that if Suncor began pulling drivers from its “autonomous-ready” trucks, other oilsands mine operators would follow suit and thousands of jobs would be eliminated. He also said Unifor members were concerned about their safety if Suncor phases in driverless trucks working along side trucks with drivers before going fully autonomous. “We’d like to see how it’s working in other places, exactly if other people are blending the two types of equipment on the same job site,” Smith said. Seetal said Suncor was still working through its pilot project and had not made a decision on whether to implement a fully autonomous system. “If we decide to go that route, we would absolutely work through how we could look for redeployment opportunities for our employees and we expect there would be some changes to skillsets,” she said. “An autonomous truck still requires people to load it, to maintain the roads and to make the technology work,” she added.
-
Owner/Driver / June 11, 2015 Visitors to this year’s Perth Truck and Trailer Show, held on July 24 to 26, will be offered a series of information seminars relevant to the industry. The show, held at the Perth Convention and Exhibition Centre, will host the seminars on Friday, July 24, and make them open to the public. The seminars are free to attend, but registrations are required and can be made via the Truck Show website at www.perthtruckshow.com.au. Show Director Peter Woods says the seminars were an exciting new aspect of the event and offered valuable information. "We find that the majority of show visitors on the Friday are from the vehicle industry, and would therefore benefit from these information seminars," Woods says. Woods says the topics are likely to include dangerous goods transport, reducing fatigue’s contribution to road crashes, chain of responsibility and trailer brake requirements. Meanwhile, some of the biggest names in truck and trailer manufacturing will be exhibiting their latest products during the Perth Truck and Trailer Show, including Australia’s largest trailer manufacturer MaxiTrans, who will display products from its range of trailer brands Freighter, Maxi-Cube, Hamelex White, Lusty EMS and Azmeb. The Southern Cross Industries WA group, a regular exhibitor at the Perth Truck Show dating back to 2007 will also make a return. Southern Cross State manager Aaron Gilchrist says the company will be exhibiting custom built signature Southern Cross equipment, as well as a comprehensive display of spare parts. Paul Wilson, sales and marketing manager Kenworth/DAF says CJD Equipment are proud to be the Kenworth and DAF Dealers in WA and equally excited to have recently celebrated a 30 year relationship with Paccar. "We see this show as a great platform to which we can display the latest innovations from Kenworth and DAF." "We are certainly looking forward to the 2015 event, and showcasing new models to the WA market." The Perth Truck and Trailer Show will be presented by the Commercial Vehicle Industry Association which is a division of the Motor Trades Association of WA.
-
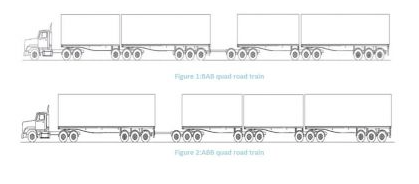
Diesel News Australia / June 11, 2015 In a win for productivity, the South Australian State Government has approved the use of quad road trains on selected routes. Operators will be able to run ABB and BAB quad road trains north of Port Augusta under the new rules. The approval was as a result a review into agricultural transport, which was followed by a report, A Modern Transport System for Agriculture: a new partnership approach. Operators have been calling for the introduction of quad road trains to align regulations in the north of South Australia (SA) with those in the Northern Territory. Quad road trains will now be permitted to run from the start of the 53.5 km road train network at Port Augusta to the Northern Territory border, and also between Pimba and Olympic Dam along the Olympic Dam Highway. This change will allow the trucking industry to uncouple road trains and continue their trips without having to reconfigure truck and trailer combinations. The SA government reckons the change will improve efficiencies along the remote long-distance corridor, with a productivity boost of at least 8 per cent through the introduction of these larger capacity vehicles. Two combinations of quad road trains will be permitted. The BAB quad consists of a prime mover towing two sets of B-double trailers, while an ABB quad has a prime mover towing a single trailer and a set of B-triple trailers on behind. “For our members and their customers who choose to use these configurations it will mean greater productivity and safety,” said David Smith from the Livestock and Rural Transporters Association of SA. “It’s a very welcome step in the right direction for the transport and agricultural industries in South Australia. “ The SA government has announced it will be implementing a range of other measures to boost regional transport productivity in coming months, including the introduction of triaxle dollies. Related reading: http://www.premier.sa.gov.au/images/news_releases/2015/15_06Jun/roadtrains.pdf https://www.police.sa.gov.au/sa-police-news-assets/traffic/quad-road-trains-on-sections-of-far-north-highways http://www.pir.sa.gov.au/__data/assets/pdf_file/0004/245128/Modern_Transport_System_for_Ag.pdf .
-
Owner/Driver / June 11, 2015 Labor senator says he does not want the National Heavy Vehicle Regulator extending its reach to Western Australia. A senator of the government that championed the establishment of a national heavy vehicle regulatory regime says he does not want it introduced in his home state of Western Australia. Labor senator for WA Glenn Sterle, himself a former truck driver, used a recent Senate estimates hearing to take a dig at the Heavy Vehicle National Law (HVNL), including the fatigue management scheme that is a part of it. The law currently operates in all jurisdictions except WA and the Northern Territory, and the National Heavy Vehicle Regulator (NHVR) has spoken of the need for the entire country to switch to the same system. But when the topic of regulatory harmonisation arose during the estimates hearing, Sterle responded: "God hope it does not happen. We do not want that happening over here." Sterle then went on to criticise the fatigue management system used in the eastern states, which differs to the model in WA. "We do not want in the west that nonsense fatigue regime you have here, I can tell you. I thought I would get that out," he says. "I have never been any different on that, although we want our truckies and other road users very safe on the road." Sterle was part of the government that clinched a deal in 2011 with state and territory ministers to introduce the HVNL and establish the NHVR. Former federal transport minister Anthony Albanese labelled a national system "absolutely vital" for removing cross-border anomalies and an "important reform" that was "100 years too late". WA and the NT have expressed concern about adopting the HVNL, with both saying their existing heavy vehicle laws best suit their needs. WA Transport Association (WARTA) CEO Ian King recently told Owner//Driver the state’s position had not changed. "We’re looking at what is happening over there [in the eastern states]. Do we need it in WA since 97 or 98 per cent of the business is intrastate?" King says.
-
Australasian Transport News (ATN) / June 10, 2015 The Australian Livestock and Road Transport Association (ALRTA) is set to launch a new 24-hour emergency helpline for livestock drivers in trouble. In partnership with sponsor National Transport Insurance (NTI), the Livestock Assist program will offer a one-call hotline for drivers in the event of an accident or breakdown on the road. Using NTI’s database of service providers, the operator will be able to assist with all medical, mechanical, and animal welfare issues – whether the incident takes place in the outback or the city. LRTA South Australia president David Smith says the hotline is a smart initiative. "To me, it’s a very welcome step," he says, noting that drivers will face less personal stress in the wake of an accident. NTI industry affairs manager Owen Driscoll is expected to explain the details of the Livestock Assist program in a presentation to the LRTA South Australia conference this coming weekend. The program’s official launch will take place during the ALRTA’s national conference in Bunbury over July 3 and 4.
-
Superliner Hood Welting/Seal
kscarbel2 replied to thomastractorsvc's topic in Exterior, Cab, Accessories and Detailing
If your Super-Liner is Hayward production, then the hood cowl welting is absolutely NOT rubber (ie. 12AX136F). That is for the altogether different hood mounting configuration of the Macungie-built RWI Super-Liner (built on the MH Ultra-Liner platform). I believe 2RU139F is right (2RU135F was the hood welting for the B-model, similar to 139F but different width). When your Mack dealer looks up the part number of the hood cowl welting using your truck's model and serial number, they should be able to provide you with the correct part.........without any doubts. If Volvo is substituting a felt different from the original, by former Mack Trucks policy, the part number would have to have been changed. -
Good catch. The Maui Fire Department's Lahania Station 3 operates this 2010 Tatra T-815 6x6 as Tanker 3. .

-
Superliner Hood Welting/Seal
kscarbel2 replied to thomastractorsvc's topic in Exterior, Cab, Accessories and Detailing
Is your Super-Liner a Hayward-built Mack Western RWL/RWS, or a Macungie-built RWI ? (If you're looking for welting, I'm assuming RWL/RWS) -
North Carolina troopers ordered to catch truckers napping
kscarbel2 replied to kscarbel2's topic in Trucking News
In order for a car (or any vehicle type) to ram into the back of a truck parked "off the road" at speed, it would inherently be driving improperly, ie. recklessly, and bare the burden of responsibility. Regarding parking on exit ramps and on-ramps of interstate highways and rest areas, and at weigh stations after hours, I'll also note the reduced speeds posted for those areas. A rest area, by definition, is a place to rest. And indeed many states have divided parking to separate light vehicles from trucks. Why is it a driver can sleep legally at a Virginia or South Carolina rest area, but not in North Carolina. -
North Carolina troopers ordered to catch truckers napping
kscarbel2 replied to kscarbel2's topic in Trucking News
So long as the tractor-trailer has pulled off the road, there is not a thing wrong with parking on exit ramps and on-ramps of interstate highways and rest areas, and at weigh stations after hours. This is what a driver should do when they realize they are too tired to continue on safely. A common practice for decades on Carolina's highways, it's never proven to be a problem. And yet, North Carolina wants to issue drivers a citation for doing the right thing. Just unbelievable. -
Tehran has now declined to commit to nuclear transparency measures that were part of a preliminary deal, and UN sanctions currently remain in place. (http://news.yahoo.com/u-says-iran-must-implement-nuclear-transparency-provisions-105105648.html) And yet, Mack brand owner Volvo Group has from last month begun building trucks again in Iran, all capable of pulling missile launchers and tanks for the Revolutionary Guard. It seems to me that if a foreign company wants to do business in America, and owns an American icon, it would act ethically, and with respect to United States foreign policy. To say the least, Volvo Group has a very laissez-faire attitude about where they get their revenue.
-
Bloomberg / June 11, 2015 The Obama administration is poised to deliver a victory to engine makers at the expense of truck manufacturers in the next stage of the U.S. government’s plan to tackle climate change. The Environmental Protection Agency (EPA) is about to propose fuel economy standards that would mandate efficiency gains in engines and transmissions made by companies like Cummins Inc. and Eaton Corp., according to executives who have been in discussions with the regulator. That will encourage the development of new technology, and the replacement of engines. “It’s a huge deal,” said Mihai Dorobantu, Eaton’s director of technology planning and government affairs. “It’s an opportunity for advanced technology to contribute both to the economics of the sector and the environment in which we all live.” Truckmakers had pushed for eliminating the engine target and just testing the whole vehicle the way automobiles are assessed. That way, fuel consumption targets could be met with less expensive changes, such as improved aerodynamics. “An overly stringent engine standard could force the introduction of technologies and design changes prematurely, resulting in added costs, weight, vehicle complexity and, ultimately, potentially delaying customer adoption,” said Steve Barry, director of regulatory affairs for Volvo AB’s North American truck unit. Daimler AG and Volvo AB are among truckmakers poised to get a European Union antitrust complaint for suspected collusion, according to three people with knowledge of the probe. Industry TalksEnvironmental groups are pushing President Barack Obama to deliver fuel-economy improvements of 40 percent from 2010 levels, something they say is both technologically feasible and long overdue because tractor-trailers average 6 miles per gallon of diesel. That change alone could cut U.S. oil use by 1.4 million barrels a day and eliminate more than twice the greenhouse gases as New Jersey emits each year, according to the Sierra Club. An EPA spokeswoman, Liz Purchia, declined to comment on the agency’s plans ahead of the release of the trucking proposal, which industry representatives said they expect this month. The Obama administration will then accept public comment before issuing a final regulation next year. One of the key decisions for the EPA and the National Highway Traffic Safety Administration is how to measure gains from the engine and the overall vehicle. Under the proposal nearing release, engines will be tested the same way emissions are measured. Vehicles will be measured by using a computer model instead of the dynamometers used to test cars. That approach is also supported by Cummins, said Brian Mormino, the company’s executive director for worldwide environmental strategy and compliance. The EPA will also be proposing a third set of standards for trailers, whose boxy design has been largely unchanged for decades. Trucking EconomyTrucks account for 4 percent of vehicles on the road and 20 percent of the transport sector’s carbon emissions. Setting tougher rules is necessary if the U.S. will achieve the cuts in carbon emissions Obama pledged in United Nations climate negotiations, the World Resources Institute said in a report last month. “This is a very significant segment of our economy that needs to come under the climate plan the president is putting together,” said Margo Oge, former director of the EPA’s office of transportation and air quality. “It’s a big deal to have a standard that pushes innovation and reins in fuel consumption.” Daimler Trucks North America LLC has warned regulators against engine standards that aren’t aligned with real-world operations, Sean Waters, director of product compliance and regulatory affairs, said in a statement. The company, which makes Freightliner trucks, is still “optimistic the final rule will be consistent with our goals of providing real-world fuel economy benefits that reduce the real cost of ownership for our customers,” Waters said. Waste ManagementThe rules will represent the second time in history that U.S. regulators will propose efficiency standards for the more than 7 million tractor trailers and other kinds of heavy-duty trucks that haul most of the nation’s goods. Waste Management Inc., which has a fleet of 18,500 garbage and collection vehicles, is part of a group of companies helping the EPA develop the standards. Most of the new trucks the company is buying run on natural gas, which cuts greenhouse-gas emissions by 20 percent over diesel, said Kerry Kelly, senior director for federal affairs. “It’s been a good process so far, and so we feel that we’ll get to a reasonable rule we can support,” Kelly said. Related reading - http://www.bigmacktrucks.com/index.php?/topic/40421-new-us-truck-emissions-rules-could-touch-off-industry-struggle/
-
It's a superb mid-sized ute (aka. bakkie, pickup). Ford claims they've decided not to sell the Ranger in the US (the world's largest ute market) fearing it would steal sales away from the full-sized F-150. Of course, that notion is ridiculous. A mid-size customer never wanted a full-size ute in the first place. And, the full-size F-150 with the 2.7-liter Ecoboost is severely lacking in "Eco", something the mid-size customer is specifically looking for in addition to convenient size. So in a nutshell, the Ford global Ranger ute is available in every global region, except North America. Go figure.
-
GM plans for 30+ MPG Diesel Chevy Colorado/GMC Canyon
kscarbel2 replied to kscarbel2's topic in Trucking News
FYI - The industry standard is to have a 60 days of inventory on dealer lots. According to J.D. Power, the average Colorado stays on the lot for only 13 days, making it the fastest-selling pickup on the market. -
FYI - The industry standard is to have a 60 days of inventory on dealer lots. According to J.D. Power, the average Colorado stays on the lot for only 13 days, making it the fastest-selling pickup on the market. Ford couldn't have been more wrong about the pent-up demand for mid-sized pickup trucks.





BMT Forum Logo
